 联系pg电子直营
联系pg电子直营 网站地图
网站地图pg电子直营-pg电子直营店
山东鑫岳机床有限责任公司优质品牌厂家-多年经验专注生产制造加工中心
全国咨询热线:13173067663

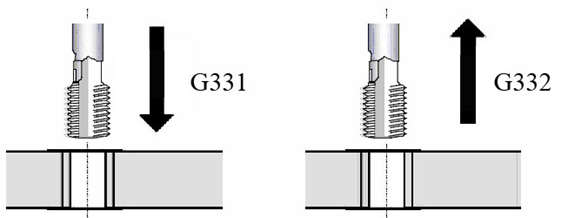
g331/g332恒螺距螺纹插补
如果主轴和坐标轴的动态性能许可,可以用g331/g332进行不带补偿夹头的螺纹切削。如果在这种情况下还是使用了补偿夹头,则由补偿夹头接受的位移差会减少,从而可以进行高速主轴攻丝。
格式:
spos=__ ; 设置主轴位置停止控制模式
g331 z__ k__ ; 加工螺纹
g332 z__ k__ ; 主轴自动反向退刀


扫一扫 了解更多
 gmc2204龙门加工中心
gmc2204龙门加工中心 gmc1602龙门加工中心
gmc1602龙门加工中心 gmc3204龙门加工中心
gmc3204龙门加工中心 vmc855立式加工中心
vmc855立式加工中心