 联系pg电子直营
联系pg电子直营 网站地图
网站地图pg电子直营-pg电子直营店
山东鑫岳机床有限责任公司优质品牌厂家-多年经验专注生产制造加工中心
全国咨询热线:13173067663

加工中心siemens系统编程圆弧g02、g03
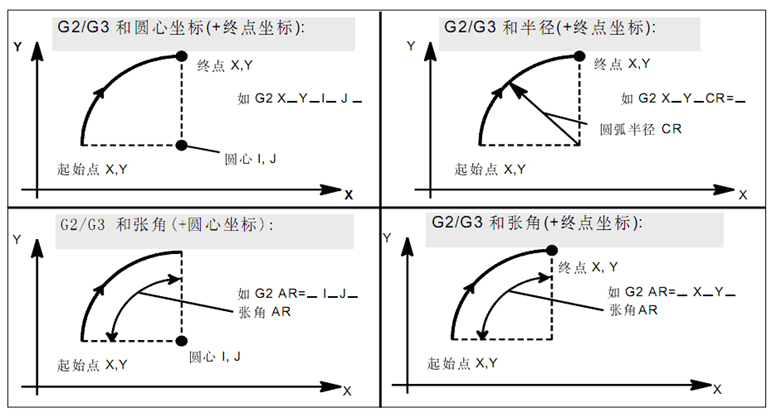
圆弧插补加工用g02、g03指令编程,g02指定顺时针插补,g03指定逆时针插补。执行g02/g03指令,可以使刀具按照规定的进给速度沿圆弧移动到终点,移动过程中可以进行切削加工。常用的圆弧插补编程的指令有:通过指定半径的编程(格式1)和指定圆心的编程(格式2)两种格式。
①格式1:
p1→p2:g02 x_y_z_r_f 顺时针
p3→p4:g03 x_y_z_r_f 逆时针
x、y、z:为加工圆弧的终点;
r:圆弧半径;
f:为进给速度

②格式2:
p5→p6:g02 x_y_z_i_j_k_f 顺时针
p7→p8:g03 x_y_z_i_j_k_f 逆时针
x、y、z:为加工圆弧的终点;
i:圆心x坐标与圆弧起点x坐标距离
j: 圆心y坐标与圆弧起点y坐标距离
k:圆心z坐标与圆弧起点z坐标距离
注意:此处i、j、k值为矢量值,由圆心坐标减起点坐标得出,可为负。

整圆
加工整圆(全圆),圆弧起点和终点坐标值相同,必须用格式2,带有圆心(i、j、k)坐标的圆弧编程格式。
g02 x_y_z_i_j 顺时针铣整圆
g03 x_y_z_i_j 逆时针铣整圆
注意:半径r无法判断圆弧走向,故不用。

大角度圆弧
格式中的r用于指定圆弧半径。为了区分不同的圆弧,规定:对于小于等于180°的圆弧,r为正;大于180°的圆弧,r为负。


圆弧a段:g02_x_y_z_r-_ 圆弧c段: g03_x_y_z_r_
圆弧b段:g02_x_y_z_r _ 圆弧d段: g03_x_y_z_r-_
圆弧编程的各种方式
通过中间点进行圆弧插补(g5)
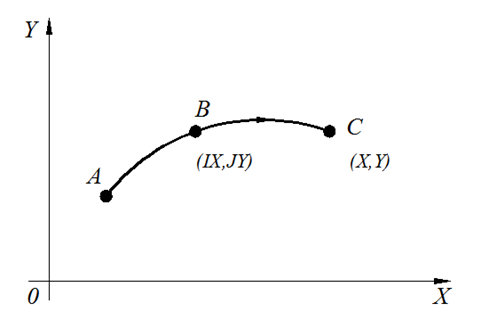
格式:
g5 x_y_ix_jy;
x、y:圆弧终点坐标;
ix、jy:圆弧中间点坐标。


扫一扫 了解更多
 gmb2016龙门加工中心
gmb2016龙门加工中心 gmc2203龙门加工中心
gmc2203龙门加工中心 gmc2904龙门加工中心
gmc2904龙门加工中心 gmc2403龙门加工中心
gmc2403龙门加工中心